Det umuliges kunst?
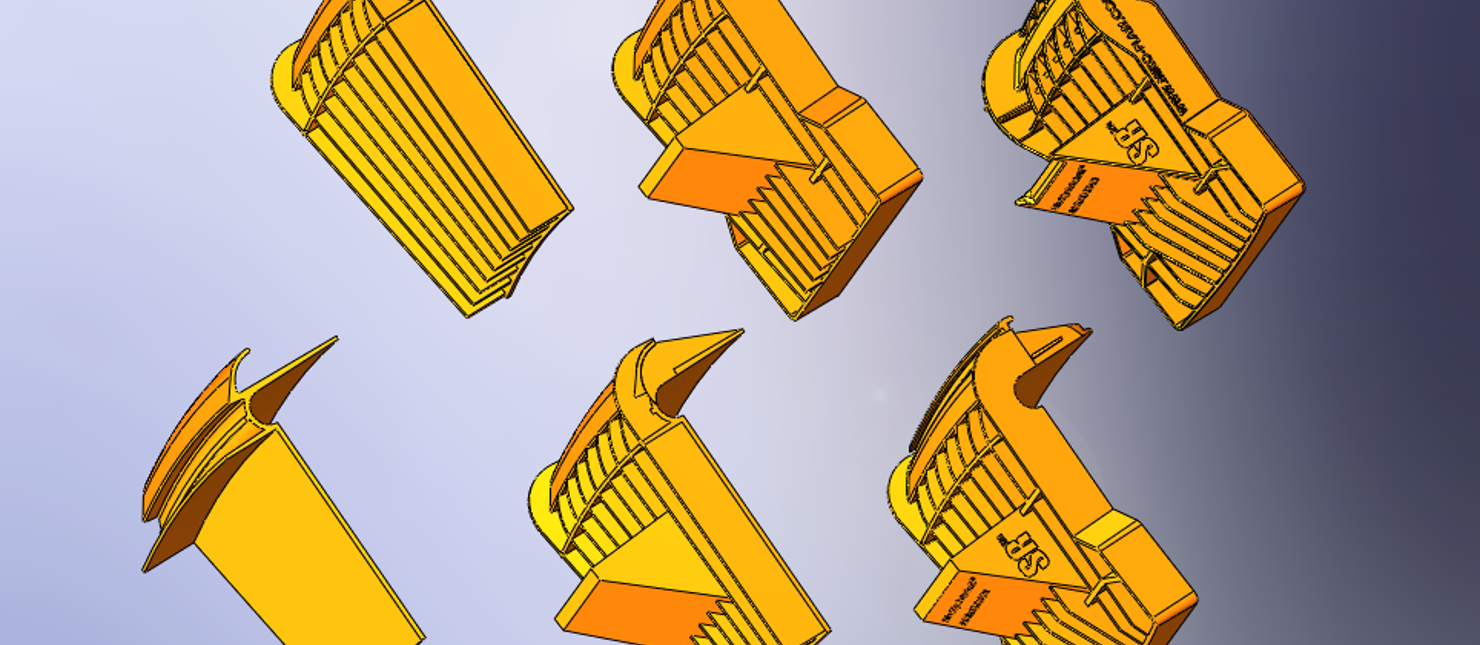
Slippvinkler
Deler som skal støpes i form eller trekkes over en kjerne eller plugg må inneha slippvinkler, dette for å muliggjøre avforming. Det vil si at all geometri som ligger i trekkretning ikke kan være 90 grader, men må ha noen graders slipp. Hvor mye slipp som skal til varier, men ligger vanligvis på 1-3 grader. En vegg som ligger inne i et formrom vil krype i fra og ikke behøve så stor slipp som en geometri som ligger rundt en kjerne da denne vil krympe på kjernen. Plastmaterialene har også stor variasjon i krymp slik at materialvalget påvirker hvor mye slipp som skal til. Delens overflateruhet vil også spille inn på hvor mye slipp som skal til.
Materialkrymp
Termoplaster som i dag står for nesten all benyttet plast, er som navnet sier termisk. Det utvider seg ved oppvarming og krymper igjen ved nedkjøling. Hvor stor denne volumreduksjon er fra nedsmeltet tilstand til materialet er kaldt og formfast igjen varierer fra de forskjellige materialene. Området ligger fra 0,3% for eksempel for fiberarmerte plaster til 3 % for polyolefinene. I praksis vil det si at formene som skal lages må lages større enn de ønskede dimensjoner på delen. Vanligvis gjøres denne beregningen ved formkonstruksjon.
Synkmerker
På grunn av materialets volumreduksjon (krymp) er synkmerker en vanlig utfordring ved støpning av plast og dette må designeren ta hensyn til. Alt materiale i formen vil teoretisk krype like mye. Det vil da der hvor det er tykkere gods bli synkmerker (nedsenkninger i overflaten) dette f.eks. i områder hvor ribber møter vegger.
Underkutt
Trekkretning x 2 kalles de geometrier som ikke ligger i verktøyets trekkrettning. Dette er typisk et hull på en sidevegg eller utkjerninger i tykke områder. Slike underkutt er ikke uvanlig og løses med sidetrekk / bakker i verktøyet. Trekkene er formdeler som beveges / trekkes ut av formen i en gitt vinkel på formens trekk rettning. Trekkene opereres hydraulisk eller via mekanisk kraftoverføring fra formens åpne- og lukkebevegelse. Disse trekkene må også ha slippvinkler og det er noen begrensninger på hvor mange og hvilke sammenfallende vinkler som er mulig.
Godstykkelser
Ved konstruksjon av plastdeler for støping i termoplast må massive områder unngås, det er viktig at man får til så jevne godstykkelser som mulig. I områder hvor man har behov for store godstykkelser må områdene hules ut for deretter å bygges opp av ribber. Feil i godstykkelser er kanskje det vanligste problemet og det som er vanskeligst å unngå. Like fullt er det her man på tegnestadiet skal legge ned mye arbeide, da feil i godstykkelse er vanskelig å rette opp i etterkant og kan gi virkelig store problemer. PUR støp som baserer seg på et tokomponent plastmatriale tolererer større variasjon i godstykkeler og er ofte løsningen ved store